



球墨铸铁铸管 抓住机遇,推动行业高质量发展。中央经济工作会议和全国两会报告均指出,要推动制造业高质量发展。钢铁行业要抓住我国经济持续稳定发展的机遇,坚持新发展理念,进一步推进供给侧结构性改革,加强管理,提益,创新发展,绿色发展,真正实现结构调整,转型升级。的缺陷如砂眼、气孔、冷隔等,消失模铸件中也会出现,可用保证浇注温度等一般措施加以克服。泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则,大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。
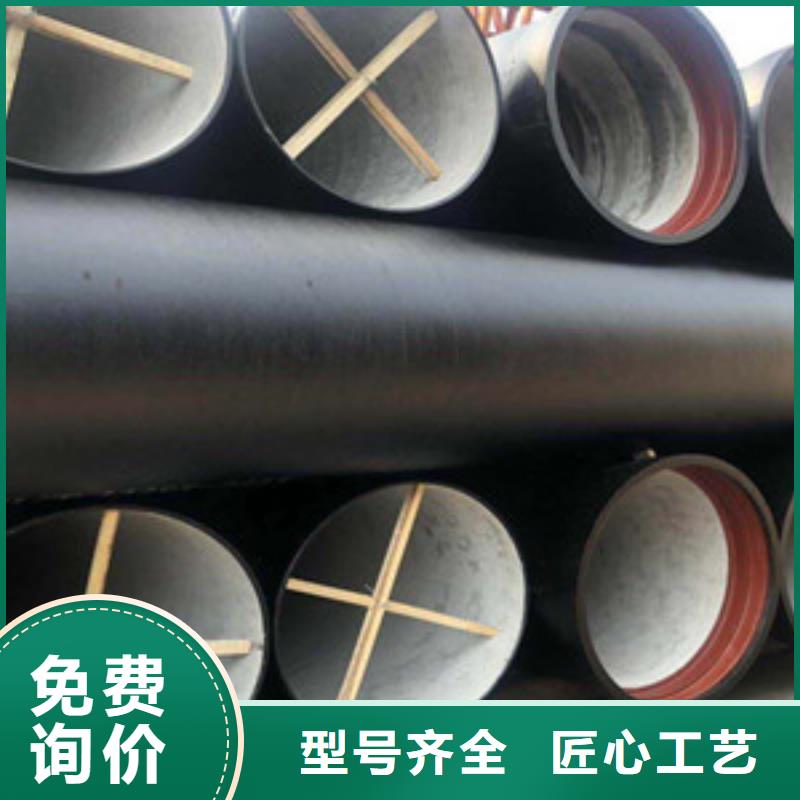
球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。球墨铸铁管管件规格型号不同、壁厚不同。
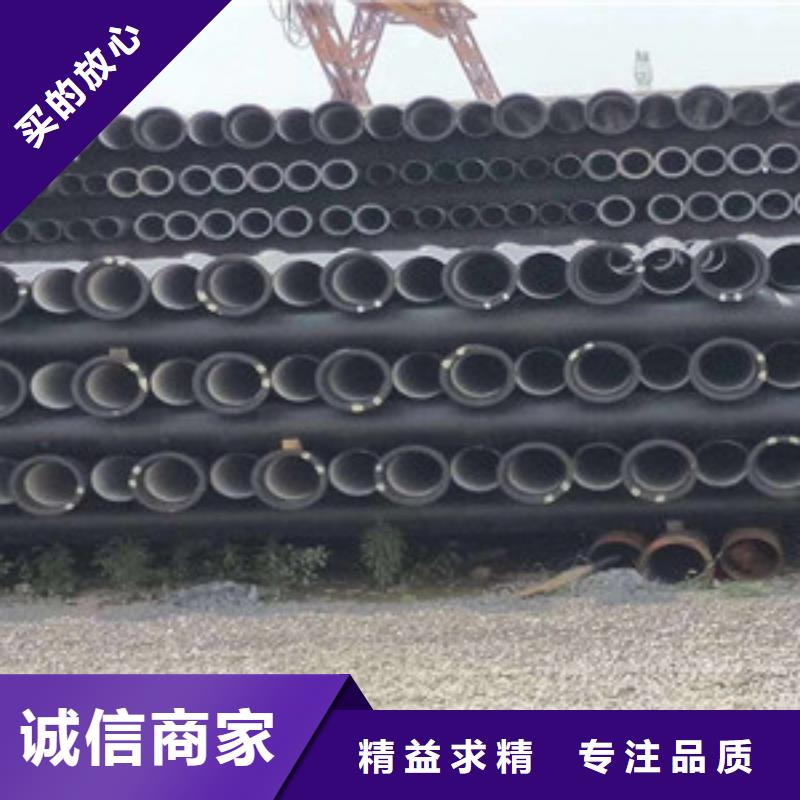
球墨铸铁管终究起到的堆积变厚的效果,对于现实日子中所运用的有非常大的协助,空弯也能够在不能够进行的实弯的情况下使得材料来进行曲折的加工,而且也不太容易出现崩裂的情况,是属于当代的球墨铸铁管加工职业里相比较为抢先的技能,几乎在如今的球墨铸铁管加工范畴也被广泛的运用起来了在排污方面各类功能的比照决议了其代替的灰铸铁管的功能。传统的灰色铁管由于它的材料是脆性强度以及耐性相比照较低。
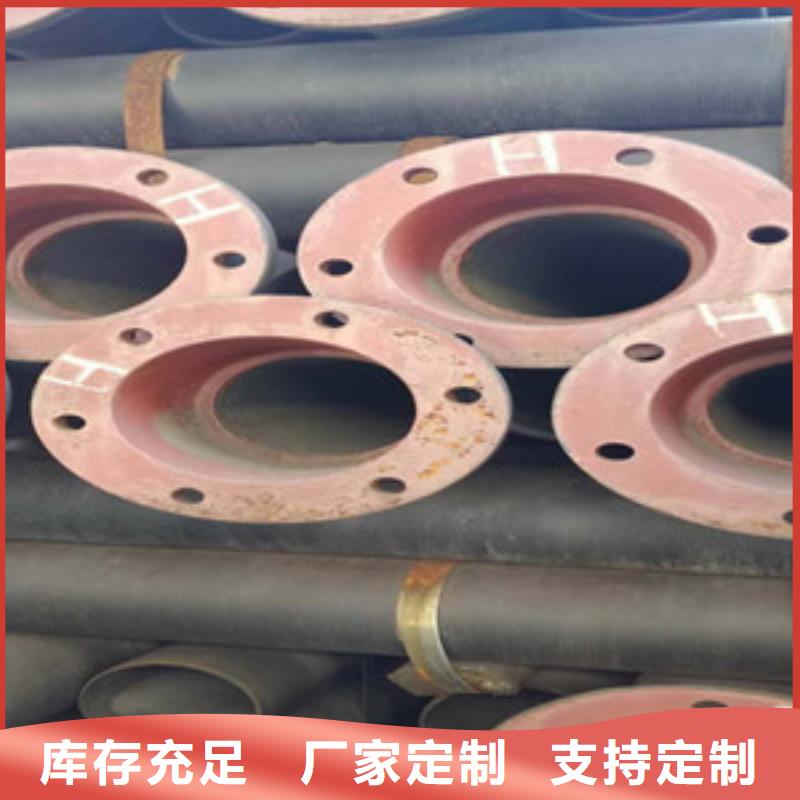
球墨铸铁管—管道一侧的工作面宽度—管道一侧的支撑宽度(mm)。沟槽支撑。根据沟槽土质、地下水、开槽断面、荷载条件等因素进行设计。要求牢固可靠,防止塌方、支撑不得妨碍下管和稳管。 T型接口管道在垂直或水平方向转弯处应设支墩。应根据管径、转角、工作压力等因素经计算确定支墩尺寸输送生活饮用水时,管道不应穿过毒物污染区,如必须穿过时应采取防护措施。凡承插连接的球墨铸铁管线。必须经计算设支墩。 山东聊城格瑞管业有限公司将一如既往地本着“以客户为中心,以质量求发展”的经营理念,不断管理能力和产品质量水平,继续携手新老客户以及各界朋友,共同创造更加辉煌的明天!沟槽底宽应按下式计B,式中B—管道沟槽底部的开挖宽度(mm) D1—管道结构的外缘宽度(mm) 。
